本文详解 SoC 系统级芯片集成度对 SMT 贴片良率的影响,涵盖细间距 BGA 工艺难题、封装翘曲、回流焊温度曲线优化以及检测管控策略。
系统级芯片 SoC 存在明显的矛盾特性:它能简化整机电路原理图,却大幅增加贴片组装难度。将 CPU、GPU、内存等完整计算架构集成到单颗裸片内部,虽然减少了整机元器件数量,但也让焊点互联工艺难度大幅提升。
从常规 0.8mm 间距器件升级到 0.35mm 细间距 SoC,制造工艺窗口被极度压缩。在超高密贴片场景中,一次贴片良率(FPY) 不只是一项指标,更是直接决定生产盈利还是物料报废的关键。BGA 只要有一颗焊点失效,整板 PCB 即判定不良;而且返修高价值芯片,还容易埋下隐性可靠性缺陷。想要实现规模化稳定量产,必须把 SoC 的 SMT 贴片当作精密工程与物理机理问题来管控。
 图 1:SoC 芯片贴装在 PCB 板上的示意图,呈现高密度 SMT 组装场景。
图 1:SoC 芯片贴装在 PCB 板上的示意图,呈现高密度 SMT 组装场景。SoC 给生产工艺带来三大不利因素:工艺窗口收窄、钢网开孔极限受限、回流过程封装动态翘曲变形。
·0.8mm 间距:常规 BGA 焊球直径约 0.5mm,回流焊过程中可依靠表面张力,自动修正轻微贴装偏移。
·0.35mm 间距:焊球直径缩小至约 0.2mm,仅 0.05mm 贴装偏差、或是焊膏量减少 10%,就可能直接造成虚焊开路,工艺容错空间极小,对设备控制精度要求严苛。
·密封围堰效应:该间距下焊盘间阻焊桥宽度常小于 0.1mm;若钢网无法与阻焊层完美贴合密封,焊膏会从钢网桥下方渗溢,形成隐性短路,往往要等到回流焊后才能被发现。
焊膏印刷钢网是决定良率的核心环节。依据 IPC-7525 行业标准,面积比(AR) 即开孔面积与孔壁侧面积之比,必须大于 0.66。
若面积比低于 0.66,摩擦阻力会造成焊膏堵孔,无法完整下锡到 PCB 焊盘。以 0.35mm 间距 SoC、0.2mm 开孔为例,常规 0.1mm 厚度钢网面积比仅为 0.5;若不做电抛光或纳米涂层处理,必然导致下锡量不足,引发焊点开路或金属间化合物结合强度偏弱。
最隐蔽的隐患来自热膨胀系数(CTE)失配。硅裸片、有机基板、FR-4 PCB 三者热膨胀速率不一致。整板进入回流焊炉后,SoC 封装会随温度变化发生动态形变。
1.过渡温区(150℃~190℃):有机基板膨胀速度大于硅裸片,封装四角向下弯曲,形成 “下凹皱眉” 形变。
2.峰值温区(>217℃):翘曲形态可能反转或回弹松弛;若四角抬起数十微米(超出封装及 JEDEC 规范限值),此时焊膏处于熔融状态,焊球会与焊膏分离。冷却回落之后,焊球落在凝固的助焊剂上,无法形成有效冶金焊接。
是 SoC 组装最具代表性的缺陷。BGA 焊球与焊膏各自熔融,却无法融合粘接在一起。产生机理:恒温区阶段封装翘曲抬起焊球,脱离焊膏接触面,裸露表面快速氧化;后期封装回落时,氧化层阻隔熔锡融合。这类焊点能通过直流通电测试,但承受机械应力后极易失效断裂。
润湿不良开路(NWO)
回流前助焊剂提前消耗殆尽。若温度曲线让板子在恒温区停留过久,助焊剂易挥发损耗;到达峰值温度时已无活性助焊剂去除氧化层,最终焊球回缩形成开路。
细间距 SoC 的连锡故障,大多并非贴装偏移导致,而是焊膏高温塌落、或是钢网与 PCB 贴合密封性差引发渗锡造成。
IPC 标准允许空洞率 25%,但 SoC 器件空洞过大会削弱焊点强度。高密度 HDI 设计中,主要诱因是盘中过孔排气;若过孔未做阻焊封孔(POFV),回流时内部滞留空气受热膨胀,涌入熔融焊点形成大气孔。
|
缺陷类型 |
物理根本原因 |
主要工艺改善方案 |
|
枕形虚焊 HiP |
封装翘曲 + 表面氧化 |
优化回流曲线、氮气回流环境 |
|
焊膏连锡 |
焊膏塌落、钢网密封不良 |
阶梯钢网、钢网纳米涂层 |
|
润湿不良开路 NWO |
助焊剂提前耗竭 |
缩短恒温时长、选用高活性焊膏 |
|
焊点空洞 |
过孔排气气体溢出 |
盘中过孔封孔、真空回流焊 |
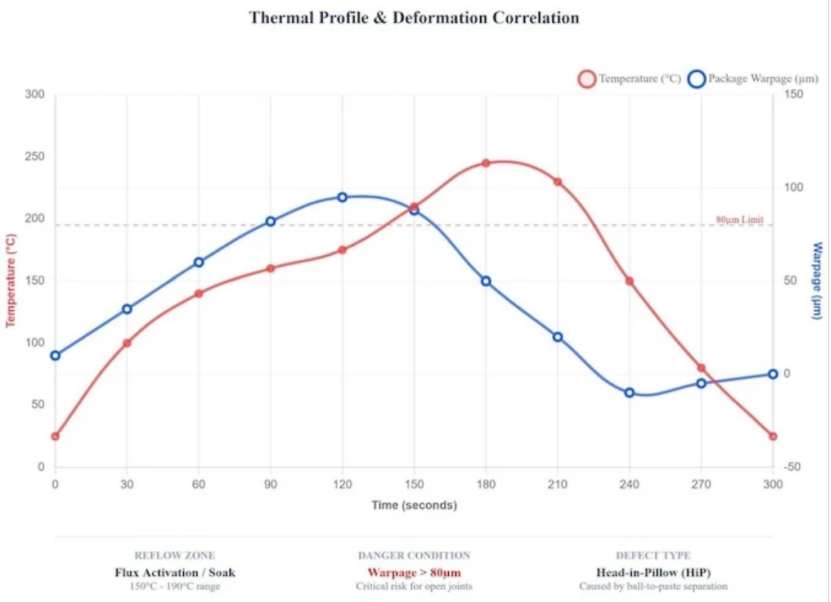 图2。SoC封装动态扭曲与回流温度区的相关图,识别枕头中缺陷的风险窗口。
图2。SoC封装动态扭曲与回流温度区的相关图,识别枕头中缺陷的风险窗口。普通激光切割钢网已无法满足 SoC 工艺要求。
·纳米涂层:疏水涂层降低表面能,即便面积比低至 0.55 也能完整脱膏下锡。
·阶梯钢网:SoC 区域局部减薄(如从 0.12mm 减至 0.10mm),兼顾细间距焊盘适量下锡,同时保证大器件不缺锡。
采用升温直达峰值(RTS) 曲线,缩短助焊剂高温暴露时间,保留活性。采用氮气回流环境,氧气浓度控制在 1000PPM 以内,既能降低焊锡表面张力,又能抑制翘曲过程中的二次氧化,大幅减少枕形虚焊。
间距小于 0.4mm 的 SoC 必须选用5 号粉焊膏(颗粒 15–25μm)。更小锡粉可在微小开孔内排列更紧密,印刷图形精度优于常规 4 号粉。
自动光学检测 AOI 无法穿透硅芯片,检测隐藏的 BGA 底层焊点。
·2D 透射 X 射线:适合排查短路,但难以识别枕形虚焊这类垂直重叠型开路缺陷。
·3D 分层断层扫描:不同深度分层成像,分离 BGA 焊球与 PCB 焊盘层面,可精准分析界面润湿状态。
新品导入 NPI 阶段,配合 X 射线做标定验证。将红色染色剂注入 BGA 底部并真空浸润、加热,再拆解器件;凡是开裂、开路位置都会被染色标记,为 X 射线检测算法提供真值基准。
<!-- 非定向300*250按钮 17/09 wenjing begin --> <!-- 非定向300*250按钮 end -->
</div>

